Жогорку күчтүү структуралык ылайыкташтырылган 6 дюймдук 8 дюймдук ысык тоголоктолгон болоттон жасалган H устун





ПРОДУКЦИЯНЫ ӨНДҮРҮҮ ПРОЦЕССИ
Тышкы стандарттуу H-формасындагы болотту өндүрүү процесси, адатта, төмөнкү негизги кадамдарды камтыйт:
Чийки затты даярдоо: Н-формасындагы болотту өндүрүү үчүн чийки зат, адатта, болот запасы болуп саналат. Болот запасы кийинчерээк иштетүү жана калыптоо үчүн тазаланышы жана ысытылышы керек.
Ысык прокаттоо: Алдын ала ысытылган болот запасы кайра иштетүү үчүн ысык прокаттоо фабрикасына жөнөтүлөт. Ысык прокаттоо фабрикасында болот запасы бир нече роликтер менен прокатталып, акырындык менен Н-формасындагы болоттун кесилиш формасына келтирилет.
Муздак иштетүү (милдеттүү эмес): Айрым учурларда, Н формасындагы болоттун тактыгын жана бетинин сапатын жакшыртуу үчүн, ысык прокатталган Н формасындагы болот да муздак иштетилет, мисалы, муздак прокаттоо, тартуу ж.б.
Кесүү жана бүтүрүү: тоголоктоо жана муздак иштетүүдөн кийин, Н формасындагы болотту кардардын талаптарына ылайык кесүү жана бүтүрүү керек, бул белгилүү бир өлчөм жана узундук талаптарына жооп берет.
Беттик иштетүү: Буюмдун бетинин сапатын жана коррозияга туруктуулугун камсыз кылуу үчүн Н формасындагы болотту таза жана дат басууга каршы иштетүү.
Текшерүү жана таңгактоо: Өндүрүлгөн Н-формасындагы болоттун сапатын текшерүү, анын ичинде сырткы көрүнүшүнүн сапатын, өлчөмдүн тактыгын, механикалык касиеттерин ж.б. текшерүү. Сыноодон өткөндөн кийин, ал таңгакталып, кардарга жөнөтүүгө даяр болот.

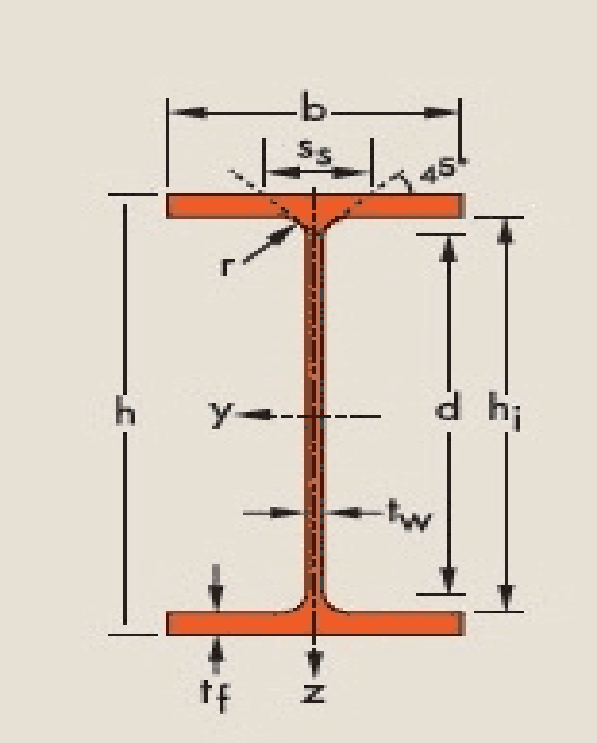
ПРОДУКЦИЯНЫН ӨЛЧӨМҮ
| Белгилөө | Унт Салмак кг/м) | Стандарттык бөлүм өлчөм mm | Секциялык Ама (см²) | |||||
| W | H | B | 1 | 2 | r | A | ||
| HE28 | AA | 61.3 | 264.0 | 280.0 | 7.0 | 10.0 | 24.0 | 78.02 |
| A | 76.4 | 270.0 | 280.0 | 80 | 13.0 | 24.0 | 97.26 | |
| B | 103 | 280.0 | 280.0 | 10.5 | 18.0 | 24.0 | 131.4 | |
| M | 189 | 310.0 | 288.0 | 18.5 | 33.0 | 24.0 | 240.2 | |
| HE300 | AA | 69.8 | 283.0 | 300.0 | 7.5 | 10.5 | 27.0 | 88.91 |
| A | 88.3 | 200.0 | 300.0 | 85 | 14.0 | 27.0 | 112.5 | |
| B | 117 | 300.0 | 300.0 | 11.0 | 19.0 | 27.0 | 149.1 | |
| M | 238 | 340.0 | 310.0 | 21.0 | 39.0 | 27.0 | 303.1 | |
| HE320 | AA | 74.3 | 301.0 | 300.0 | 80 | 11.0 | 27.0 | 94.58 |
| A | 97.7 | 310.0 | 300.0 | 9.0 | 15.5 | 27.0 | 124.4 | |
| B | 127 | 320.0 | 300.0 | 11.5 | 20.5 | 27.0 | 161.3 | |
| M | 245 | 359.0 | 309.0 | 21.0 | 40.0 | 27.0 | 312.0 | |
| HE340 | AA | 78.9 | 320.0 | 300.0 | 85 | 11.5 | 27.0 | 100.5 |
| A | 105 | 330.0 | 300.0 | 9.5 | 16.5 | 27.0 | 133.5 | |
| B | 134 | 340.0 | 300.0 | 12.0 | 21.5 | 27.0 | 170.9 | |
| M | 248 | 377.0 | 309.0 | 21.0 | 40.0 | 27.0 | 315.8 | |
| HE360 | AA | 83.7 | 339.0 | 300.0 | 9.0 | t2.0 | 27.0 | 106.6 |
| A | 112 | 350.0 | 300.0 | 10.0 | 17.5 | 27.0 | 142.8 | |
| B | 142 | 360.0 | 300.0 | 12.5 | 22.5 | 27.0 | 180.6 | |
| M | 250 | 395.0 | 308.0 | 21.0 | 40.0 | 27.0 | 318.8 | |
| HE400 | AA | 92.4 | 3780 | 300.0 | 9.5 | 13.0 | 27.0 | 117.7 |
| A | 125 | 390.0 | 300.0 | 11.0 | 19.0 | 27.0 | 159.0 | |
| B | 155 | 400.0 | 300.0 | 13.5 | 24.0 | 27.0 | 197.8 | |
| M | 256 | 4320 | 307.0 | 21.0 | 40.0 | 27.0 | 325.8 | |
| HE450 | AA | 99.8 | 425.0 | 300.0 | 10.0 | 13.5 | 27.0 | 127.1 |
| A | 140 | 440.0 | 300.0 | 11.5 | 21.0 | 27.0 | 178.0 | |
| B | 171 | 450.0 | 300.0 | 14.0 | 26.0 | 27.0 | 218.0 | |
| M | 263 | 4780 | 307.0 | 21.0 | 40.0 | 27.0 | 335.4 | |
| Белгилөө | Бирдик Салмак кг/м) | Стандарттык секциялык Димерсия (мм) | Секция Аймак (см²) | |||||
| W | H | B | 1 | 2 | r | А | ||
| HE50 | AA | 107 | 472.0 | 300.0 | 10.5 | 14.0 | 27.0 | 136.9 |
| A | 155 | 490.0 | 300.0 | t2.0 | 23.0 | 27.0 | 197.5 | |
| B | 187 | 500.0 | 300.0 | 14.5 | 28.0 | 27.0 | 238.6 | |
| M | 270 | 524.0 | 306.0 | 21.0 | 40.0 | 27.0 | 344.3 | |
| HE550 | AA | t20 | 522.0 | 300.0 | 11.5 | 15.0 | 27.0 | 152.8 |
| A | 166 | 540.0 | 300.0 | t2.5 | 24.0 | 27.0 | 211.8 | |
| B | 199 | 550.0 | 300.0 | 15.0 | 29.0 | 27.0 | 254.1 | |
| M | 278 | 572.0 | 306.0 | 21.0 | 40.0 | 27.0 | 354.4 | |
| HE60 | AA | t29 | 571.0 | 300.0 | t2.0 | 15.5 | 27.0 | 164.1 |
| A | 178 | 500.0 | 300.0 | 13.0 | 25.0 | 27.0 | 226.5 | |
| B | 212 | 600.0 | 300.0 | 15.5 | 30.0 | 27.0 | 270.0 | |
| M | 286 | 620.0 | 305.0 | 21.0 | 40.0 | 27.0 | 363.7 | |
| HE650 | AA | 138 | 620.0 | 300.0 | t2.5 | 16.0 | 27.0 | 175.8 |
| A | 190 | 640.0 | 300.0 | t3.5 | 26.0 | 27.0 | 241.6 | |
| B | 225 | 660.0 | 300.0 | 16.0 | 31.0 | 27.0 | 286.3 | |
| M | 293 | 668.0 | 305.0 | 21.0 | 40.0 | 27.0 | 373.7 | |
| HE700 | AA | 150 | 670.0 | 300.0 | 13.0 | 17.0 | 27.0 | 190.9 |
| A | 204 | 600.0 | 300.0 | 14.5 | 27.0 | 27.0 | 260.5 | |
| B | 241 | 700.0 | 300.0 | 17.0 | 32.0 | 27.0 | 306.4 | |
| M | 301 | 716.0 | 304.0 | 21.0 | 40.0 | 27.0 | 383.0 | |
| HE800 | AA | 172 | 770.0 | 300.0 | 14.0 | 18.0 | 30.0 | 218.5 |
| A | 224 | 790.0 | 300.0 | 15.0 | 28.0 | 30.0 | 285.8 | |
| B | 262 | 800.0 | 300.0 | 17.5 | 33.0 | 30.0 | 334.2 | |
| M | 317 | 814.0 | 303.0 | 21.0 | 40.0 | 30.0 | 404.3 | |
| HE800 | AA | 198 | 870.0 | 300.0 | 15.0 | 20.0 | 30.0 | 252.2 |
| A | 252 | 800.0 | 300.0 | 16.0 | 30.0 | 30.0 | 320.5 | |
| B | 291 | 900.0 | 300.0 | 18.5 | 35.0 | 30.0 | 371.3 | |
| M | 333 | 910.0 | 302.0 | 21.0 | 40.0 | 30.0 | 423.6 | |
| HEB1000 | AA | 222 | 970.0 | 300.0 | 16.0 | 21.0 | 30.0 | 282.2 |
| A | 272 | 0.0 | 300.0 | 16.5 | 31.0 | 30.0 | 346.8 | |
| B | 314 | 1000.0 | 300.0 | 19.0 | 36.0 | 30.0 | 400.0 | |
| M | 349 | 1008 | 302.0 | 21.0 | 40.0 | 30.0 | 444.2 | |
EНью-Гэмпшир-Формаланган болот
Баасы: EN10034:1997 EN10163-3:2004-жыл
Мүнөздөмө: HEA HEB жана HEM
Стандарт: EN
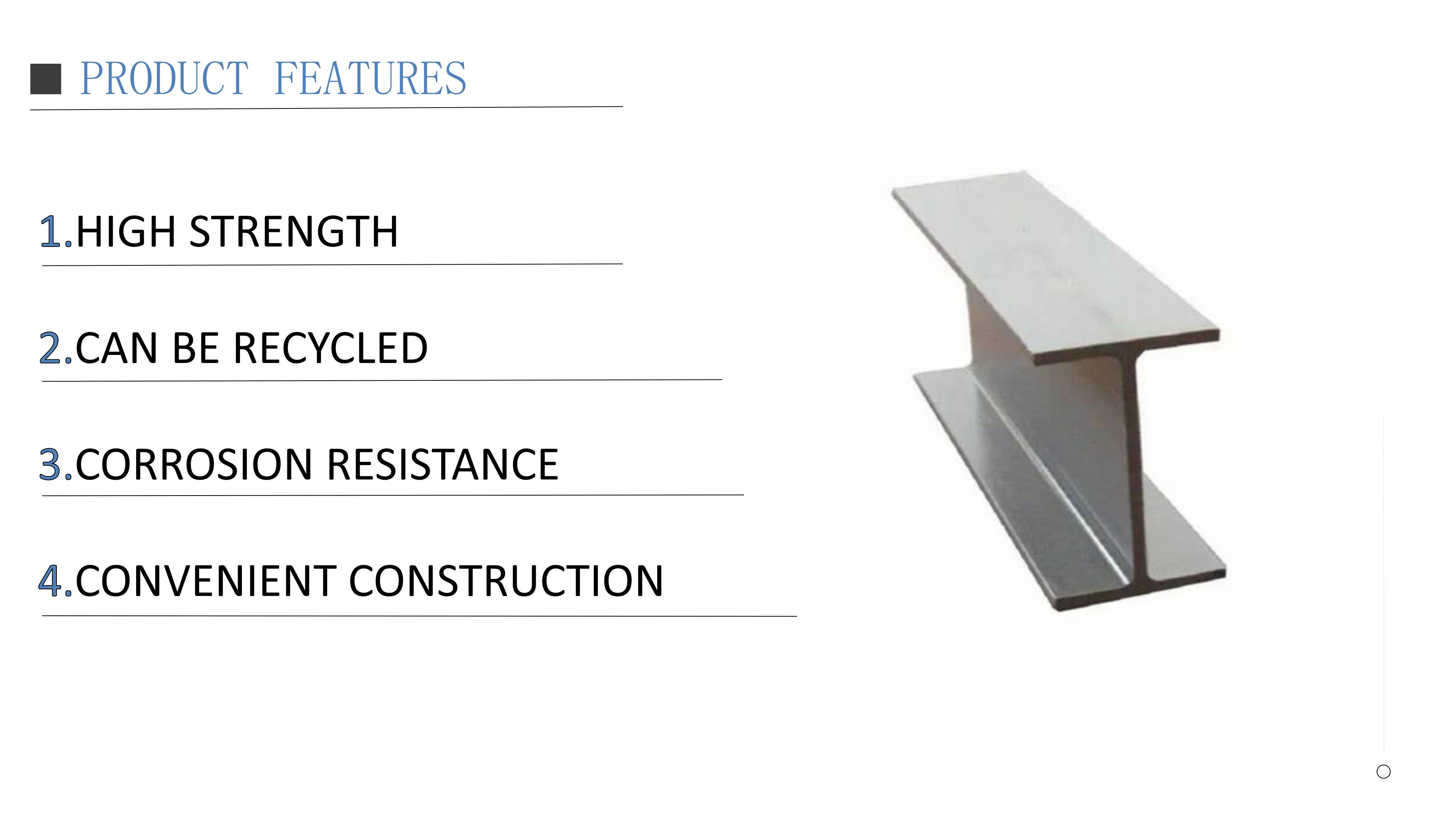
ӨЗГӨЧӨЛҮКТӨРҮ
1. Мыкты механикалык касиеттер
Күчтүү ийилүүгө туруктуулук: чоң кесилиш инерция моменти (Ix) бар кең жана калың фланецтер I-нурлардан бир топ ашып түшөт (ошол эле салмакта 30%-50% жогору).
Мыкты кысуу туруктуулугу: Фланецтер желеге перпендикулярдуу жайгашкан, бул жергиликтүү бүгүлүүдөгү жогорку критикалык чыңалууну жаратат, бул аларды мамычаларды колдоого ылайыктуу кылат.
Тең салмактуу биаксиалдык катуулук: X жана Y огунун инерция моменттери окшош (мисалы, HM түрү), бул каптал күчкө эң сонун туруктуулукту камсыз кылат.
2. Жеңил жана үнөмдүү
Жогорку бекемдик-салмак катышы: кадимки I-нурларга караганда 15%-20% жеңил, ошол эле жүк көтөрүү жөндөмдүүлүгүнө ээ (конструкциялык жүктөмдөрдү жана пайдубал чыгымдарын азайтат).
Материалдарды үнөмдөө: Жогорку кесилиш эффективдүүлүгү болотту колдонууну азайтат (мисалы, 30 метрлик завод имараты үчүн H-нурлары бетон устундарга караганда 40% аз болот колдонот).
3. Ыңгайлуу жана натыйжалуу курулуш
Оңой болттоо: Жалпак фланец бети жогорку бекемдиктеги болтторду бекитүүгө мүмкүндүк берет.
Ширетүүнү азайтуу: Стандартташтырылган компоненттер заводдо алдын ала даярдалат, бул курулуш убактысын 30% га кыскартат.
4. Жогорку стандартташтырылган кесилиш мүнөздөмөлөрү
Улуттук стандарт (GB/T 11263): HW (кең фланец), HM (орто фланец) жана HN (кууш фланец) сериялары, 100×100дөн 1000×300 ммге чейинки өлчөмдөрдү камтыйт.
Америкалык стандарт (ASTM A36): W сериясы (мисалы, W12×30) жалпы кабыл алынган.
ПРОДУКЦИЯНЫ ТЕКШЕРҮҮ
H формасындагы болот текшерүүсүнө коюлган талаптар негизинен төмөнкү аспектилерди камтыйт:
Беттик кемчиликтер
Уруксат берилбейт:
Тереңдиги 0,3 ммден ашкан жаракалар, тырыктар же бүктөмдөр;
Бышыкка таасир этүүчү дат баскан чуңкурлар (дубалдын калыңдыгынын 5% дан ашык тереңдиги);
Цинк каптоосун ажыратуу (коррозияга туруктуу моделдер үчүн).
Кичинекей кемчиликтерге жол берилет:
Жергиликтүү чийиктердин тереңдиги ≤ 0,2 мм;
Чөнтөк белгисинин аянты ≤ 1см²/м².

ПРОДУКЦИЯНЫН КОЛДОНУЛУШУ
Сырткы стандарттуу H-нурлары курулуш жана инженерия тармактарында кеңири колдонулат, анын ичинде төмөнкү аспектилер:
Курулуш инженериясы, көпүрө инженериясы, машина куруу, кеме куруу, болот конструкцияларын куруу,

ТАҢГАКТОО ЖАНА ЖЕТКИРҮҮ
Тышкы стандарттуу H-нурларын таңгактоо жана ташуу үчүн, адатта, төмөнкү кадамдарды аткаруу талап кылынат:
Таңгактоо: H формасындагы болот, адатта, бетин бузулуудан коргоо үчүн кардардын талаптарына ылайык таңгакталат. Таңгактоо боюнча кеңири таралган ыкмаларга жылаңач таңгактоо, жыгач паллет таңгактоо, пластик таңгактоо ж.б. кирет. Таңгактоодо H формасындагы болоттун бети чийилип же дат баспагандыгын камсыз кылуу керек.
Маркировкалоо: Идентификациялоону жана башкарууну жеңилдетүү үчүн таңгактын бетине продуктунун модели, мүнөздөмөсү, саны ж.б. сыяктуу так маалыматты белгилеңиз.
Жүктөө: Таңгакталган Н формасындагы болотту жүктөөдө жана ташууда, продуктунун бузулушун болтурбоо үчүн жүктөө процессинде кагылышуу же экструзия болбошун камсыз кылуу зарыл.
Транспорт: Жүк ташуучу унаалар, темир жол транспорту сыяктуу тиешелүү транспорт каражаттарын тандап, кардардын талаптарына жана ташуу аралыгына жараша тиешелүү ташуу ыкмасын тандаңыз.
Жүк түшүрүү: Көздөгөн жерге жеткенден кийин, жүк түшүрүү операциясын Н формасындагы болотко зыян келтирбөө үчүн кылдаттык менен жасоо керек.
Сактоо: Нымдуулуктун же башка терс таасирлердин алдын алуу үчүн Н формасындагы болотту кургак жана желдетилген кампада сактаңыз.

КОМПАНИЯНЫН КҮЧҮ

Көп берилүүчү суроолор
1. Кантип сизден баа алсам болот?
Бизге билдирүү калтырсаңыз болот, биз ар бир билдирүүгө өз убагында жооп беребиз.
2. Товарларды өз убагында жеткиресизби?
Ооба, биз эң жогорку сапаттагы продукцияларды жана өз убагында жеткирүүнү убада кылабыз. Чынчылдык - биздин компаниянын принциби.
3. Заказ берүүдөн мурун үлгүлөрдү алсам болобу?
Ооба, албетте. Адатта, биздин үлгүлөр акысыз, биз сиздин үлгүлөрүңүз же техникалык чиймелериңиз боюнча өндүрө алабыз.
4. Төлөм шарттары кандай?
Биздин кадимки төлөм мөөнөтү 30% депозит, ал эми калганы B/L. EXW, FOB, CFR, CIF.
5. Үчүнчү тараптын текшерүүсүн кабыл аласызбы?
Ооба, биз сөзсүз кабыл алабыз.
6. Биз сиздин компанияңызга кантип ишенебиз?
Биз көп жылдар бою алтын жеткирүүчү катары болот бизнесинде адистешкенбиз, башкы кеңсебиз Тяньцзинь провинциясында жайгашкан, кандай гана жол менен болбосун иликтөөгө чакырабыз.
Продукциялардын категориялары
-

ASTM A283 класстагы жумшак көмүртектүү болот плитасы / 6 мм T ...
-

Алдын ала боёлгон гальванизацияланган болоттон жасалган катушкалар PPGI алдын ала боёо...
-

Премиум ылайыкташтырылган AISI Q345 көмүртек болоттон жасалган H Bea ...
-

Алдын ала боёлгон GI болот PPGI / PPGL түстүү капталган G...
-

Ысык сууга батыруу менен гальванизацияланган тегерек болот түтүк / GI түтүк P...
-

Ысык түрүндө жасалган JIS/ASTM стандарты 6м 10м болоттон жасалган H болт...